合理的轴系结构必须满足下列基本要求
轴和轴承在预期寿命内不失效;
轴上零件在轴上准确定位与固定,以及轴系在箱体上的可靠固定;
轴系结构有良好的工艺性
好的经济性
二、轴上零件的装配方案
轴向零件的轴向定位和固定
轴上零件的轴向定位方法取决于零件所承受的轴向载荷大小。常用的轴向定位方法有以下几种。
1、轴肩与轴环定位
优点:方便可靠、不需要附加零件,能承受的轴向力大;
缺点:会使轴径增大,阶梯处形成应力集中,阶梯过多将不利于加工。
用途:这种方法广泛用于各种轴上零件的定位。
注意要点:为了保证零件与定位面靠紧,轴上过渡圆角半径应小于零件圆角半径或倒角,一般定位高度取为(0.07~0.1)d ,轴环宽度b = 1.4h 。
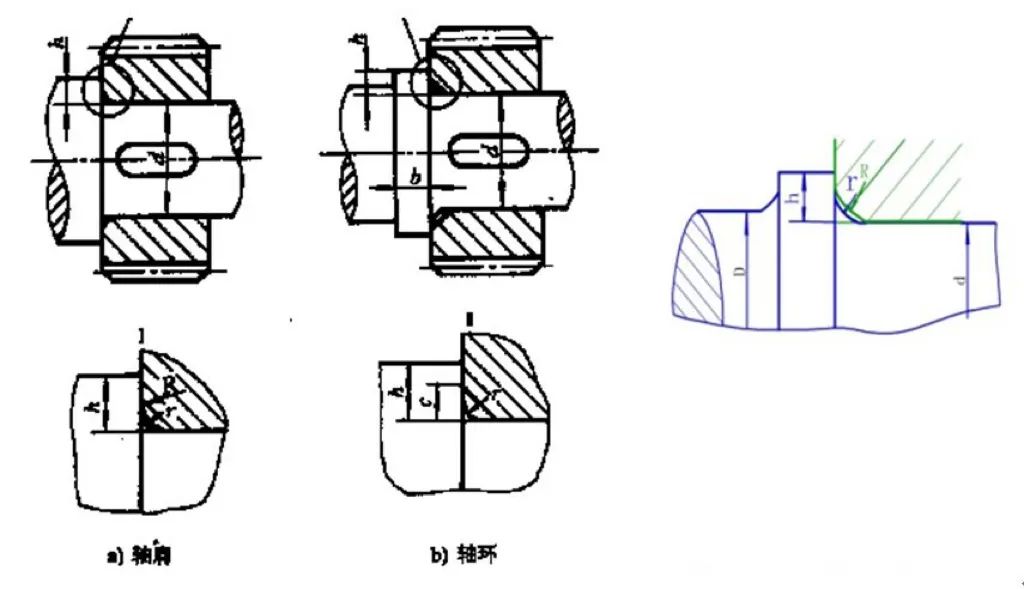
简化轴的结构,减小应力集中,结构简单、定位可靠。多用于轴上零件间距离较小的场合。固定可靠,可以承受较大的轴向力,能实现轴上零件的间隙调整。紧定螺钉多用于光轴上零件的固定,并兼有周向固定的作用。适用于轴向力小,转速低的场合。 运转时,为了传递转矩或避免与轴发生相对转动,零件在轴上必须周向固定。轴上零件的周向定位方法主要有键联接(平键、半圆键、楔键等)、花键联接、弹性环联接、过盈配合联接、销联接、成型联接等等。制造简单、装拆方便。用于传递转矩较大,对中性要求一般的场合结构简单、定心好、承载能力高。常与平键联合使用,以承受大的交变、振动和冲击载荷。用于固定不太重要、受力不大,但同时需要周向或轴向固定的零件。机器中的轴的位置是靠轴承来定位的,当轴工作时,既要防止轴向窜动,又要保证轴承工作受热膨胀时的影响(不致受热膨胀而卡死),轴承必须有适当的轴向固定措施。这种方法是利用轴肩和端盖的挡肩单向固定内、外圈,每一个支撑只能限制单方向移动,两个支撑共同防止轴的双向移动。这种安装主要用在两个对成布置的角接触球轴承或圆锥滚子轴承的情况,同时考虑温度升高后轴的伸长,为使轴的伸长不致引起附加应力,在轴承盖与外圈端面之间留出热补偿间隙c=0.2~0.4mm(如图b)。游隙的大小是靠端盖和外壳之间的调整垫片增减来实现的。这种支撑方式结构简单,便于安装,适用于工作温度不高变化的短轴。对于工作温度较高的长轴,受热后伸长量比较大,应该采用一端固定,而另一端游动的支撑结构作为固定支撑的轴承,应能承受双向载荷,故此内、外圈都要固定(如左端图)。作为游动支撑的轴承,则其内圈应固定(如右端图)。若使用的是可分离型的圆柱滚子轴承等,则其内、外圈都应固定恰当的轴承游隙是维持良好润滑的必要条件。一些轴承在制造时已确定了游隙;一些轴承装配时通过移动轴承套圈位置来调整游隙。2、用调整螺钉压紧或放松压盖使轴承外圈移动进行调整;对某些可调游隙的轴承,为提高旋转精度和刚度,常在安装时施加一定的轴向作用力(预紧力)消除轴承游隙,并使内、外圈和滚动体接触处产生微小弹性变形。一般采用移动轴承套圈的方法;对一些支承的轴承组合,还可用金属垫片或磨窄外圈等方法获得预紧。在初始安装或工作一段时间后,轴系的位置和预定位置可能会出现一些偏差,为使轴上零件具有准确的工作位置,必须对轴系位置进行调整。图示锥齿轮轴系的两轴承均安装在套杯3中,增减1处垫片可使套杯相对箱体移动,从而调整轴向位置;六、轴系结构的工艺性
1、轴的结构工艺性
保证工作条件下,满足下列要求:
1)形状简单、减少阶梯数;
2)同轴的过渡圆角保持一致;
3)同轴多单键,键宽相同、并在同一母线上。
2、轴系结构的装配工艺性
为了便于装配,轴端应加工出倒角(一般为45º),以免装配时把轴上零件的孔壁擦伤
减少应力集中和提高轴的质量是提高轴的疲劳强度的主要措施。常见方法有:提高轴的刚度:合理设计各轴段截面尺寸、采用空心轴。提高轴的支承刚度:选用刚性较大的轴承、支承出的箱座采用加强肋、合理布置轴承。