#1 外径粗车刀
如果没有外径粗加工刀具,很少可以完成加工。一些常用的外径粗加工刀片,如久负盛名的 CNMG 和 WNMG 刀片。
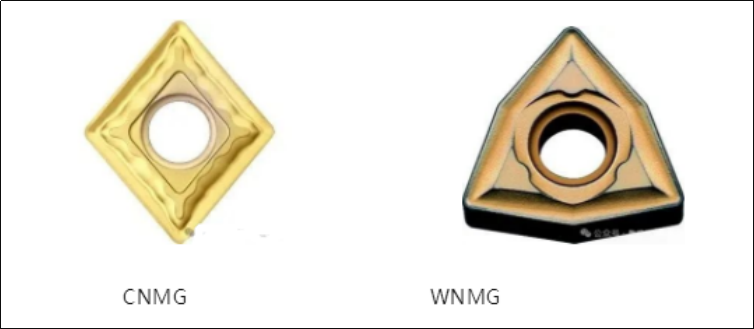
这两种刀片都有很多使用者,也许最好的论据是,WNMG 也可以用于镗杆,并且精度更好,而许多人认为 CNMG 是一种更坚固的刀片。
当我们谈论粗加工时,端面刀具怎么样?鉴于车床刀塔中可用的槽数有限(是否足够?),大多数人都使用外径粗车刀进行端面加工。只要保持切削深度小于刀片的刀尖半径,这样做就没有问题。如果您的工作需要大量的端面处理,您可能需要考虑专用的端面工具。如果您面对竞赛,CCGT/CCMT 刀片是一个受欢迎的选择。
#2 粗加工的左偏刀与右偏刀

CNMG左偏刀(LH)

CNMG右偏刀(RH)
LH 与 RH 刀具总有很多需要讨论,因为这两种刀具加工都有优点和缺点。
下面是如何思考这个问题:
RH 刀具的优点主要在于主轴方向。无需反转主轴方向(在 LH 刀具上向后运行)即可进行钻孔。使用 RH 工具,它始终以与其他刀具相同的方向运行。改变主轴方向会给机床带来更多磨损,会降低加工速度,并且如果您以错误的刀具方向运行主轴,则是相当痛苦的错误。
LH 刀具的优势在很大程度上体现在更大的马力和更重的粗加工上。LH 刀具将力向下引导至车床。RH 刀具将刀塔从车床上拉出。在极端情况下(仔细想想,将刀具或刀塔卡在转速为 4000 rpm 的卡盘爪上),您可能会严重损坏使用 RH 刀具的车床。在一些加工中可能会立即弹出燕尾榫(哎呀!)。但它也没有那么具有破坏性。有些人还会说,LH 上的力往往会减少颤动,可能会产生更好的表面光洁度,并且还可以更容易地将冷却液送到需要的地方。
请注意,我们实际上讨论的是倒置的右侧支架与右侧向上的左侧支架。这就是为什么主轴需要改变方向以及为什么力被作用到它们所在的位置的原因。这也带来了 LH 的另一个优势,即使用右侧朝上的支架比使用倒置的支架更容易看到更换刀片。
好像这还不够复杂,您可以将刀具颠倒过来,然后用它沿相反的方向进行切割。只要确保主轴以正确的方向运行即可。
#3 外径精加工刀具
有些人使用相同的刀具进行粗加工和精加工,但这对于获得最佳光洁度来说并不理想。其他人喜欢在两种刀具上使用相同的刀片——一个用于粗加工,另一个用于精加工。这样更好。新刀片可以安装在精加工机上,一旦刀片不再那么锋利,就可以分级到粗加工机上。但选择不同的刀片进行粗加工和精加工可提供最高的性能和灵活性。我发现最常用的精加工刀具刀片选择是 DNMG(上图) 和 VNMG(下图):


这两者非常相似,但我猜你可能会说 VNMG 可以进入更窄削的地方切削。对于精加工刀具来说,能够进入这样的部位非常重要。就像在铣床上一样,您可以使用较大的铣刀粗加工型腔,但最终必须使用可以进入狭窄角落的铣刀,车削加工中也是如此。另一件需要考虑的事情是,这些薄刀片比粗加工刀片具有更好的排屑能力。通常,小切屑卡在 80° 刀片 (CNMG、WNMG) 的侧面和工件之间,从而破坏了良好的精加工效果。在使用这种类型的刀片刮伤工件之前,切屑需要尽快脱落。
#4 切断刀具
绝大多数涉及从一块棒料上切割多个零件的工作都需要切断刀具。这种情况,您可能希望将刀塔装上切断刀具。大多数人似乎更喜欢带有可更换刀片的切刀类型,例如我使用的带有 GTN 型刀片的切刀:

更小的刀片样式是首选,有些甚至可能是经过手工研磨以提高其性能的刀片样式。
切断刀片还可以完成其他一些有用的事情。如有一些横刃可以倾斜以减少一侧的残留。有些刀片有刀尖半径,因此您甚至可以用它们进行一些车削工作。但像这样的刀尖上的微小半径有时可以比更大的外径精加工刀尖半径小得多。










