我们知道,加工中心进行数控加工时,由于刀具磨损、重磨或者更换新刀时,编制的加工程序中有关刀具的参数会发生变化,其刀具运行轨迹会发生变化,如不及时进行调整会影响工件最终的加工精度。如重新计算刀心轨迹,并修改程序。这样不仅耗时费力而且错误率极高,最便捷的方法调用CNC数控系统的刀具半径补偿功能,工件编程时我们只需要根据工件的轮廓编制加工程序,系统会自动计算刀心轨迹,使刀具偏离工件轮廓一个半径值。即使在刀具参数发生变化是,只需更改具体的刀具参数,无需更改整个加工程序。这极大的提高了加工中心的加工效率。

1、 刀具半径补偿的作用
对数控系统使用带有刀补功能的机床,其编程往往要以刀具中心为编程轨迹, 用刀具半径补偿的方法, 在执行刀具补偿后, 数控系统就能自行计算刀具中心轨迹,使刀具中心偏离工件轮廓一个刀具半径值, 这样就能加工图纸所要求的轮廓, 同时还可利用同一个加工程序去完成粗加工和精加工,可以简化编程工作。另外还可以控制零件的尺寸精度, 大大提高了零件的质量。
2、 刀具半径补偿的指令和判定方法
刀具半径补偿分可为刀具半径左补偿和刀具半径右补偿,分别用 G41 和G42 定义。根据 ISO 标准, 沿刀具前进方向当刀具中心轨迹位于零件轮廓左边就为刀具半径左补偿,用 G41 表示。如果刀具轨迹在零件轮廓的右边为刀具半径右补偿, 用G42表示。当不需要进行刀具半径补偿或加工结束时,为使刀具返回到开始位置, 必须用 G40指令来取消刀具半径补偿。
此外要注意的是, G41 对应的实际加工状态是顺铣, 零件的表面质量好, 加工精度要求高, G42对应的是逆铣, 适合于加工精度要求不高的场合。为了提高加工质量、 简化编程, 可以在粗、 精加工过程中都可以使用 G41 进行左补偿。
3.刀具半径补偿的目的
在铣床上进行轮廓加工时,因为铣刀具有一定的半径,所以刀具中心(刀心)轨迹和工件轮廓不重合。若数控装置不具备刀具半径自动补偿功能,则只能按刀心轨迹进行编程(图(1-11)中点划线),其数值计算有时相当复杂,尤其当刀具磨损、重磨、换新刀等导致刀具直径变化时,必须重新计算刀心轨迹,修改程序,这样既繁琐,又不易保证加工精度。当数控系统具备刀具半径补偿功能时,编程只需按工件轮廓线进行(图(4-10)中粗实线),数控系统会自动计算刀心轨迹坐标,使刀具偏离工件轮廓一个半径值,即进行半径补偿。
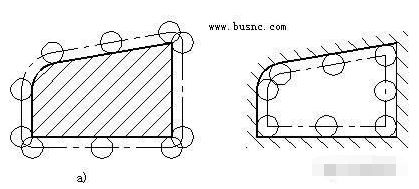
图(4-10)刀具半径补偿
a) 外轮廓 b)内轮廓
4.刀具半径补偿的方法
数控刀具半径补偿就是将刀具中心轨迹过程交由数控系统执行,编程时假设刀具的半径为零,直接根据零件的轮廓形状进行编程,而实际的刀具半径则存放在一个可编程刀具半径偏置寄存器中,在加工工程中,数控系统根据零件程序和刀具半径自动计算出刀具中心轨迹,完成对零件的加工。当刀具半径发生变化时,不需要修改零件程序,只需修改存放在刀具半径偏置寄存器中的半径值或选用另一个刀具半径偏置寄存器中的刀具半径所对应的刀具即可。
G41指令为刀具半径左补偿(左刀补),G42指令为刀具半径右补偿(右刀补),G40指令为取消刀具半径补偿。这是一组模态指令,缺省为G40。
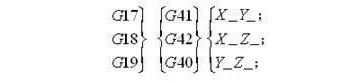
使用格式:
说明:(1)刀具半径补偿G41、G42判别方法,如图(4-11)所示,规定沿着刀具运动方向看,刀具位于工件轮廓(编程轨迹)左边,则为左刀补(G41),反之,为刀具的右刀补(G42)。
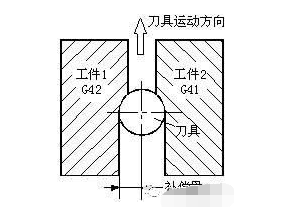
图(4-11)刀具半径补偿判别方法
(2)使用刀具半径补偿时必须选择工作平面(G17、G18、G19),如选用工作平面G17指令,当执行G17指令后,刀具半径补偿仅影响X、Y轴移动,而对Z轴没有作用。
(3)当主轴顺时针旋转时,使用G41指令铣削方式为顺铣,反之,使用G42指令铣削方式为逆铣。而在数控机床为里提高加工表面质量,经常采用顺铣,即G41指令。
(4)建立和取消刀补时,必须与G01或G00指令组合完成,配合G02或G03指令使用,机床会报警,在实际编程时建议使用与G01指令组合。建立和取消刀补过程如图(4-12)所示,使刀具从无刀具半径补偿状态O点,配合G01指令运动到补偿开始点A,刀具半径补偿建立。工件轮廓加工完成后,还要取消刀补的过程,即从刀补结束点B,配合G01指令运动到无刀补状态O点。
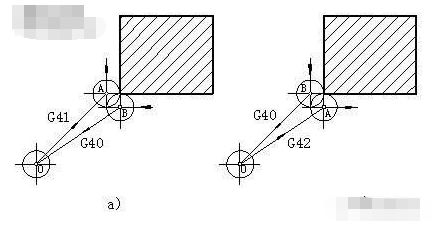
图(4-12)刀具半径补偿的建立和取消过程
a) 左刀补的建立和取消 b) 右刀补的建立和取消
5.刀具半径补偿输入时的注意事项
刀具半径补偿量的变化一般在加工中心加工一段时间后出现。对连续的程序段,当刀具半径补偿量变化时,某一程序段终点的矢量要用该程序段指定的刀具补偿量进行计算。
在进行数控程序的编制时,一般我们把刀具的半径补偿量在补偿代码中输入为正值,如果把刀具半径补偿量设为负值时,在走刀轨迹方向不变的情况下,则相当于把数控程序中的补偿位置指令,G41和G42互换,有可能出现加工中心原本进行工件外侧的加工变为内侧加工,出现意想不到的问题,所以半径补偿输入时一定要注意着两种补偿方向的设置。
济南数控模具科技研究所










