第一节 专用量具概述
量具是实物量具的简称,它是一种在使用时固定形态、用以复现或提供给定量的一个或多个已知量程的器具。例如砝码、量块、带标尺的和不带标尺的量器都是量具。
一般情况下,制造厂在车间的环境条件下,用通用计量器具测量工件,应参照GB/T3177—2009“光滑工件尺寸检验”进行,螺纹量规的设计可参考GB/T3934—2003执行。
但是,在一些批量生产车间,为了能够适应批量生产需求,往往采用专用量具实施检验。
专用量具是一种用来测量零件尺寸偏差、几何形状偏差和位置偏差的工具,如图4-1所示。它只能判断零件的实际尺寸是否在规定范围内,而不能得到具体的数值。使用量规测量,效率较高。专用量具在生产中,特别是大批量生产中广泛采用。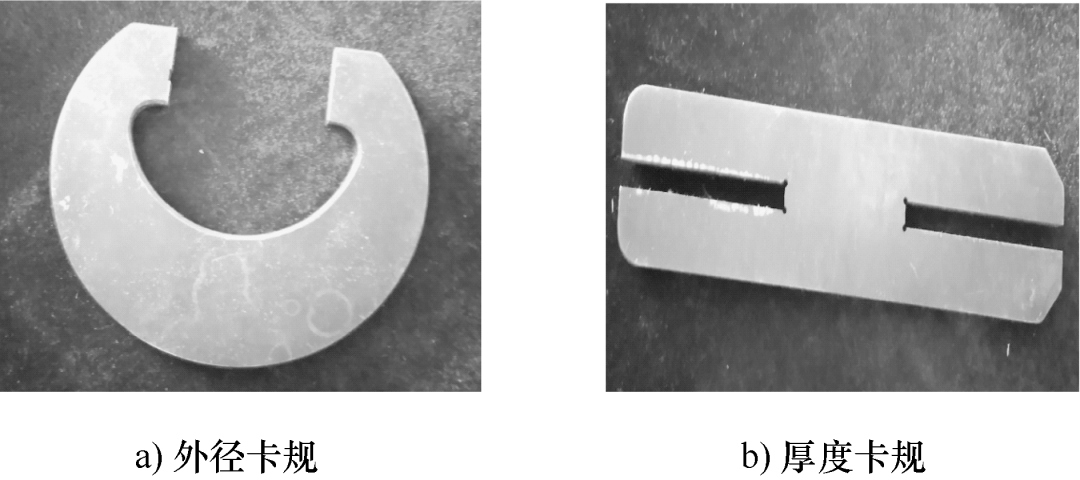
公差制包括“公差与配合”和“检验测量”两部分。工件的检验与测量是“公差与配合”的技术保证。由于测量误差和量规公差的存在会改变工件的实际公差带。所以对工件尺寸的测量与检验原则、量规公差和测量误差作出统一规定,是很重要的。国家标准《光滑极限量规》(GB/T1957—2006)和《光滑工件尺寸的检验》(GB/T3177—2009)是两项重要标准。对保证“公差与配合”的贯彻执行、保证产品互换性和提高产品质量创造了条件。
《光滑极限量规》标准只规定了量规公差值“T”和公差带位置要素“Z”,规律性好,简化了标准,但是具体应用时量规尺寸极限偏差和应用尺寸还要进行计算。为了减轻量规设计人员繁杂的尺寸计算难度,避免大量的重复性劳动,我们经过大量工作,编入了“光滑极限量规极限偏差表”“高度和深度量规公差表”“量规技术条件”的验收极限和计量器具的选择,并推荐了常用计量器具的不确定度数值。
第二节 专用量具分类及代号
根据量具使用场合不同,量具可分为以下三类:
1.工作量具
在零件制造过程中,操作者对零件进行检验所用的量具称为工作量具,通规用“T”表示,止规用“Z”表示。为了保证加工零件的精度,操作者应该使用新的或磨损较小的量具。
2.验收量具
检验部门或用户代表在验收产品时所使用的量具称为验收量具,验收量具的形式与工作量具相同,只是其磨损较多,但未超出磨损极限。这样,由操作者自检的零件,检验人员或用户代表验收时也一定合格,从而保证了零件的合格率。
3.校对量具
检验轴用量具在制造时是否符合制造公差,在使用中是否达到磨损极限的量具称为校对量规。由于轴用量具是内尺寸,不易检验,所以才设立校对量具,校对量具是外尺寸,可以用通用量仪检测。孔用量具本身是外尺寸,可以较方便地用通用量仪检测,所以不设校对量具。校对量具又可分为以下三类;
(1)“校通-通”量具(代号“TT”),它是检验轴用工作量具通规的校对量具。检验时,它应通过轴用工作量具的通规,否则通规不合格。
(2)“校止-通”量具(代号“ZT”),它是检验轴用工作量具止规的校对量具。检验时,它应通过轴用工作量具的止规,否则止规不合格。
(3)“校通-损”量具(代号“TS”),它是检验轴用工作量具通规是否达到磨损极限的校对量具。检验时,不应通过轴用工作量具的通规,否则该量具已达到或超过磨损极限,应予以报废,不应继续使用。
实际过程中,量具使用时,肯定会带来磨损,用校通-损量规校验时,没有达到磨损极限,但又超过设计公差时,可以视情况对该量具进行利用。
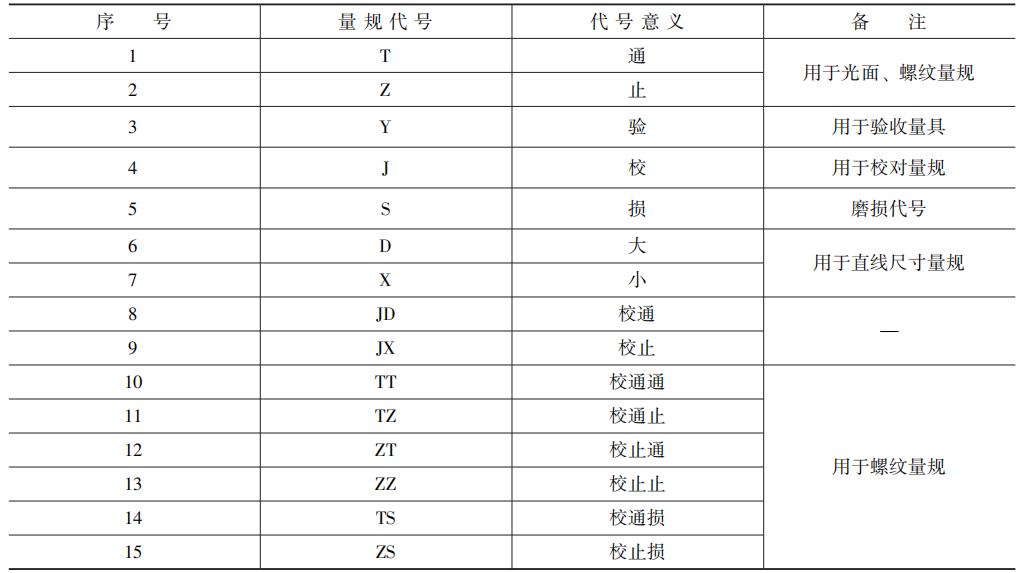
二、专用量具代号
表4-1 专用量具的统一代号
本书围绕车削加工特色操作法、专用夹具、专用量具、检测等制造方面的经验常识,各种车削加工案例,数控刀具经典解决方案,疑难零件加工案例和产品失效分析等多方面内容进行阐述,是技能大师孟祥志的绝招绝技及工作室核心成员多年工作宝贵实践经验的结晶,对技术交流和成果推广有很好的推动作用。
点击下图,把《机械加工特色操作及实用案例》实体书带回家~