点 ”济南数控模具科技研究所”关注
”济南数控模具科技研究所”关注
行业前沿、机械视频,数控加工技术、3D打印、工业机器人、生产工艺、模具、机床、等前沿资讯在这里等你哦
随着机械加工业的发展,人们开始大力发展切削新技术,使机床切削速度更快,切削负荷更大、切削温度更高,同时不断有新工艺出现来适应新材料的加工。新的切削技术主要包括非常温切削(液态氮和低温风冷)、干式切削、硬态切削、高压冷却切削、高速与超高速切削、高压切削、激光辅助切削、射流加工、水蒸气切削以及微量润滑切削等。
(本篇选自《数控刀具选用指南》第九章第十节振动切削技术)
(一)振动切削技术的特点
随着科学技术的不断发展,特别是宇航、航空事业的发展,对机器及其零部件的性能和质量要求越来越高。为保证整机及其零部件的高性能和高质量,广泛使用了具有特殊性能的工程结构材料,如不锈钢、钛合金、高温合金、复合材料与工程陶瓷等,然而这些材料切削加工困难,更难保证高精度的技术要求,为此研究了一种新的机械加工方法,即振动切削,其设备如图9-19所示。
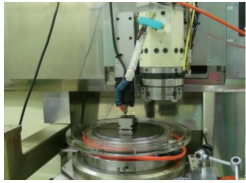
图9-19 振动切削设备
振动切削是一种脉冲切削,是在传统切削过程中给刀具或工件施以某种参数可控制的有规律的振动。在切削过程中,刀具与工件周期性地接触与分离,切削速度的大小和方向在不断变化。
(二)振动切削的分类
(1)按振动性质分类。①自激振动切削。自激振动切削是利用切削过程中产生的振动进行切削。②强迫振动切削。强迫振动切削是利用专门的振动装置,使刀具产生某种有规律的可控制的振动来进行切削的方法。
(2)按振动频率分类:①高频率振动切削。频率v>16kHz的振动切削称为高频振动切削。②低频振动切削。频率v<200Hz的振动切削称为低频振动切削。
(3)按振动方向分类。按振动方向可将振动切削分为主运动方向、进给方向和背吃刀量方向的振动切削。
与传统切削相比,振动切削有如下特点:①切削力大大减小。②切削温度明显降低。③切削液的作用得到了充分发挥。④可提高刀具寿命。⑤可控制切屑的形状和大小,改善排屑情况。⑥提高加工精度和表面质量。⑦提高已加工表面的耐磨性和耐腐蚀性。
(三)振动切削技术的应用
超声振动切削实际应用如图9-20所示,它是使刀具以20~50kHz的频率、沿切削方向高速振动的一种特种切削。在一个振动周期中,刀具的有效切削时间很短,大于80%的时间刀具与工件、切屑完全分离。刀具与工件、切屑断续接触,这就使得刀具所受到的摩擦变小,所产生的热量大大减少,切削力显著下降,避免了普通切削时的“让刀”现象,并且不产生积屑瘤。利用这种振动切削,在普通机床上就可以进行精密加工,圆度、圆柱度、平面度、平行度以及直线度等几何公差主要取决于机床主轴及导轨精度,最高可达到接近零误差,使以车代磨、以钻代铰、以铣代磨成为可能。与高速硬切削相比,不需要高的机床刚性,并且不破坏工件表面金相组织。在曲线轮廓零件的精加工中,可以借助数控车床、加工中心等进行仿形加工,可以节约数控磨床购置费用。
大中专毕业生岗前就业实训基地——济南数控模具科技研究所主要开展CAD/CAM高级编程、UG五轴编程、数控机床维修、注塑模具设计、冲压模具设计、逆向造型、工业机器人、3D打印等岗前培训。一次报名终身学习,培训期间,老师采用阶段性测试,充分把控学员学习进度,小班授课、一对一辅导、理论与实践相结合、学会为止,学完后免费推荐就业。研究所长期为学员提供技术支持及就业服务。济南数控模具科技研究所全体师生欢迎您的参观与学习,研究所现位于济南市章丘区潘王路20333号A4栋4号门。
咨询热线:0531-85708996










