ЪВУДЪЧЯГЯїЕЖОпЃП
ЯГЯїЕЖОпгавЛИіживЊзщГЩВПЗжЯГДВЁЃЯГЯїЕЖОпЪЧОпгавЛИіЛђЖрИігУгкЯГЯїЕФГнЕФа§зЊЕЖОпЁЃдкЙЄзїЙ§ГЬжаЃЌУПИіЕЖГнМфаЊадЕиЧаЖЯЙЄМўЕФЦфгрВПЗжЁЃЯГЕЖжївЊгУгкЯГЯїЦНУцЁЂЬЈНзЁЂАМВлЁЂГЩаЮУцЁЂЧаЖЯЙЄМўЕШЁЃ
ЯГЯїЕЖОпЕФвтвх
дкЕфаЭЕФЯГЯїВйзїЙ§ГЬжаЃЌЯГДВжаЕФЕЖОпДЙжБгкЦфздЩэЕФжсЯпвЦЖЏЃЌДгЖјЪЙЦфФмЙЛДгЕЖОпжмБпЕФЙЄМўЩЯШЅГ§ЖргрЕФВФСЯЁЃЯГДВЪЧвЛжжгУЭОЙуЗКЕФЛњЦїЃЌПЩвддкЦфЩЯжДааЖржжМгЙЄВйзїЁЃЯГДВгУгкМгЙЄКЭжЦдьИїжжаЮзДКЭГпДчЕФСуМўЁЃЯГЕЖЪЧжДааетаЉШЮЮёЕФБиБИЙЄОпЁЃ
ЯГЯїЕЖОпЕФжжРр
ЮЊСЫЪЙЯГЯїГЩЮЊвЛжжЭЈгУЕФМгЙЄЙЄвеЃЌЪаГЁЩЯгаЖржжЯГЕЖПЩЙЉбЁдёЁЃетаЉЯГЕЖжЦдьГЩИїжжГпДчЁЂаЮзДКЭВФСЯЁЃвЛаЉЯГЕЖгЩИпЫйИж (HSS) жЦГЩЃЌЖјСэвЛаЉдђЪЧгВжЪКЯН№ЕЖЭЗЁЃ
1. СЂЯГЕЖЃК
СЂЯГЕЖСНВрЖМгаЧаЯїГнЃЛвђДЫЃЌетжжЕЖОпПЩвдЗЧГЃГЩЙІЕигУгкЖржжзъПзВйзїЁЃЁАСЂЯГЕЖЁБетИіУћГЦЪЧЦНЕзЕЖОпЕФГЃгУЪѕгяЁЃзъЭЗКЭСЂЯГЕЖЕФжївЊЧјБ№дкгкзъЭЗжЛФмдкжсЯђЩЯЧаЯїЃЌЖјСЂЯГЕЖПЩвддкИїИіЗНЯђЧаЯїЁЃСЂЯГЕЖАќКЌвЛИіЛђЖрИіХХаМВлЃЌзюжегУгкИїжжЯГЯїВйзїЁЃЫќгЩИпЫйИжЛђгВЛЏВФСЯжЦГЩЁЃетжжЕЖОпЭЈГЃгаСНжжБфЬхЁЃЦфжавЛжжЪЧЫзГЦЕФжааФЧаЯїЃЌдкЕЖОпЕФСНВрЖМгаЧаЯїШаЃЌСэвЛжжЪЧЗЧжааФЧаЯїШаЃЌЦфжаЧаЯїШаНідквЛВрЁЃ
2. ДжЯГЕЖЃК

ЃЈЭМЦЌРДдДгкЛЅСЊЭјЃЌШчгаЧжШЈЃЌСЊЯЕЩОГ§ЃЉ
ДжМгЙЄСЂЯГЕЖвВЫзГЦЁАPippaЁБЕЖОпЁЃетаЉСЂЯГЕЖдкзюбЯПСЕФВйзїЬѕМўЯТЬсЙЉГіЩЋЕФадФмЁЃЙЫУћЫМвхЃЌЫќУЧгУгкДгЙЄМўжаЬсШЁДѓСПВЛашвЊЕФВФСЯЁЃЭЈГЃЃЌЪЙгУетжжЕЖОпОпгаНЯЖрЕФВЈРЫГнЁЃДжМгЙЄСЂЯГЕЖЛсВњЩњЗЧГЃаЁЕФЧааМЃЌДгЖјЕМжТДжВкЕФБэУцЙтНрЖШЁЃ
3. жмБпЯГЕЖЃК
ЕБЯГЕЖЩЯЕФЧаЯїГнДцдкгкдВХЬЕФдВжмЛђжмБпЪБЃЌФЧУДетаЉРраЭЕФЯГЕЖОЭБЛГЦЮЊдВжмЯГЕЖЛђжмБпЯГЕЖЁЃетаЉЯГЕЖжЛФмдкЮдЪНЯГДВжаЪЙгУЁЃ
4. ВрЯГЕЖЃК
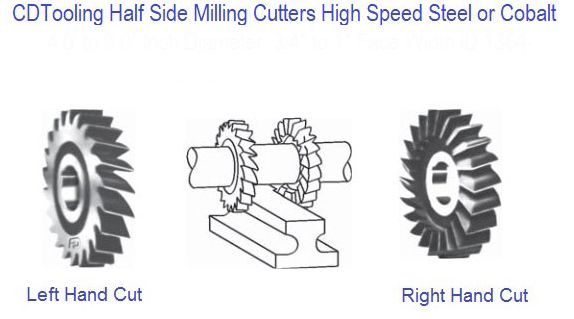
ВрЯГЕЖЪЧСэвЛжжРраЭЕФЯГЕЖЃЌЦфЧаЯїГнМШДцдкгкжмБпЃЌвВДцдкгкУцЛђФЉЖЫЁЃВрЯГЕЖвЛАугУгкНЪЯпЯГВйзїКЭУцЯГВйзїЁЃЫќУЧвВПЩгУгкЧаИюВлЃЌВЂжЦзїЩюЖјеЕФВлЁЃ
5. УцЯГЕЖЃК

УцЯГЕЖАќКЌвЛИіДѓжБОЖЕФЧаИюЬхЃЌЩЯУцгаЖрИіЛњаЕЙЬЖЈЕФВхШыЪНЕЖЦЌЁЃЭЈЙ§УцЯГЕЖЕФЧаИюааГЬЃЌЭЈЙ§ОЖЯђЩюЁЂжсЯђеЕФЧаИюЃЌПЩвдШЅГ§ЗЧГЃЖрЕФВЛашвЊЕФВФСЯЁЃУцЯГЕЖЕЖЬхЕФжБОЖЭЈГЃШЁОігкЙЄМўЕФГЄЖШКЭЙЄМўСНВрЕФПЩгУМфЯЖЁЃ
етаЉУцЯГЕЖвВПЩгУгкЫГЯГВйзїЁЃУцЯГЕЖЪЧвЛжжИеадЗЧГЃИпЕФЧаЯїЕЖОпЃЌЫќЫљЬсЙЉЕФБэУцЙтНрЖШШЁОігкНјИјТЪКЭЕЖОпЩЯЕФГнЪ§ЁЃ
6. АМаЮЯГЕЖЃК

АМаЮЯГЕЖЪєгкГЩаЮЕЖОпЕФЗЖГыЁЃГЩаЭЕЖОпЭЈГЃЩшМЦЮЊФмЙЛдкЙЄМўЩЯДДНЈЬиЖЈаЮзДЁЃетжжЯГЕЖЪЧзЈУХжЦдьЕФвЛжжЕЖОпЃЌЩшМЦгУгкгыдВаЮТжРЊЕФЭЙУцЯрЖдгІЁЃИУдВаЮТжРЊЭЈГЃЕШгкЛђаЁгкАыдВЁЃ
7. Woodruff ЕЖОпЃК
ЁАWoodruff ЁБЧаЯїЕЖОпЭЈГЃгУгкЧаЯїФОВФСЯЕФМќВлЁЃФОЮЦЧаЯїЕЖОпЕФБпдЕТдЮЂжаПеЃЌЦфГнВЛгУгкВрУцЧаИюЁЃЫќЕФГнаЮгажБГнКЭНЛДэГнСНжжРраЭЁЃ
8. ТнЮЦЯГЕЖЃК
ТнЮЦЯГЕЖЪЧгУРДЧаЯїаЮГЩЙЄМўЕФЭтТнЮЦКЭФкТнЮЦГнаЮЕФЧаЯїЕЖОпЁЃЪЙгУТнЮЦЯГЕЖЕФЧаЯїЙ§ГЬПЩвдМгЙЄГіДгM2ЕНЙЋГЦжБОЖЮЊ1КСУзЕФЕЅвЛТнОрТнЮЦЛђБфТнОрТнЮЦЁЃ
9. ЧђЭЗЯГЕЖЃК
ЧђЭЗЯГЕЖЭЈГЃвВБЛГЦЮЊЧђБЧЯГЕЖЁЃетаЉЯГЕЖвђЦфЧаИюЖЫГЪАыЧђаЮЖјЕУУћЁЃетжжЯГЕЖЭЈГЃгУгкМѕЩйВйзїЙ§ГЬжаЕФгІСІМЏжаЁЃЫќЭЈГЃЪЪгУгкМгЙЄГіЙЄМўЕФШ§ЮЌЧњУцаЮзДЁЃ
10. ЗЩЕЖЃК
ЗЩЕЖЪЧгЩвЛИіжїЬхзщГЩЕФЃЌЦфжаВхШыСЫвЛИіЛђСНИіЕЖЭЗЁЃЫцзХЕЖЭЗЕФа§зЊЃЌЕЖЭЗЛсНјааНЯеЛђНЯПэЕФЧаЯїЁЃУцЯГЕЖдкИїжжЧщПіЯТИќЭЈгУЃЌЕЋЫќУЧМлИёЙѓЃЌЖјетаЉЗЩЕЖвВФмЭъГЩУцЯГЕЖЕФМгЙЄФкШнЃЌМлИёКмБувЫЃЌЕЋдкЧаЯїаЇТЪЗНУцдЖЕЭгкУцЯГЕЖЁЃ
ЯГЕЖбЁдёЕФддђ
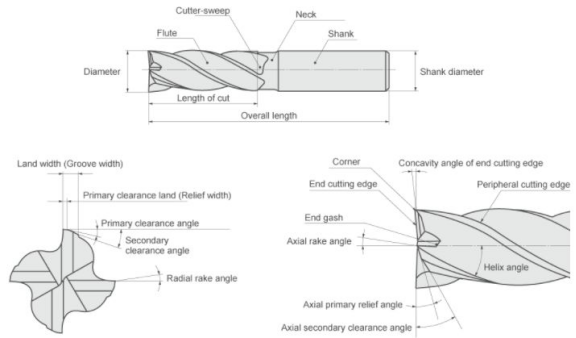
1.ЯГЕЖжБОЖЕФбЁдё
ЯГЕЖжБОЖЕФбЁдёвђВњЦЗКЭЩњВњХњДЮЕФВЛЭЌЖјгаКмДѓЕФВювьЁЃЕЖОпжБОЖЕФбЁдёжївЊШЁОігкЩшБИЕФЙцИёКЭЙЄМўЕФМгЙЄГпДчЁЃ
ЦНУцЯГЕЖ
дкбЁдёУцЯГЕЖОпжБОЖЪБЃЌжївЊвЊПМТЧЕЖОпЫљашЙІТЪгІдкЛњДВЙІТЪЗЖЮЇФкЃЌвВПЩИљОнЛњДВжїжсжБОЖбЁдёЁЃ
УцЯГЕЖжБОЖПЩАДD=1.5dЃЈdЮЊжїжсжБОЖЃЉбЁдёЁЃ
ДѓХњСПЩњВњЪБЃЌвВПЩАДЙЄМўЧаЯїПэЖШЕФ1.6БЖбЁдёЕЖОпжБОЖЁЃ
СЂЯГЕЖ
СЂЯГЕЖжБОЖЕФбЁдёгІжївЊПМТЧЙЄМўЕФМгЙЄГпДчЕФвЊЧѓЃЌБЃжЄЕЖОпЫљашЙІТЪдкЛњДВЖюЖЈЙІТЪЗЖЮЇФкЁЃ
ШчЙћЪЧаЁжБОЖСЂЯГЕЖЃЌжївЊПМТЧЕФгІИУЪЧЛњДВЕФзюДѓзЊЪ§ФмЗёДяЕНЕЖОпЕФзюаЁЧаЯїЫйЖШЃЈ60m/minЃЉЁЃ
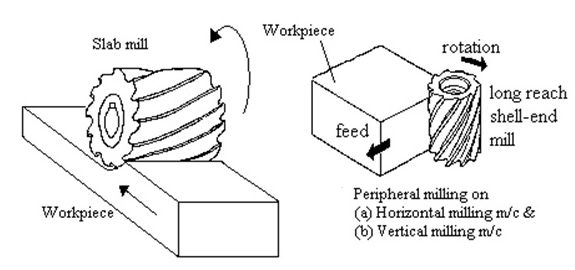
ПЊВлЕЖ
ВлЯГЕЖЕФжБОЖКЭПэЖШгІИљОнБЛМгЙЄЙЄМўЕФГпДчбЁдёЃЌЦфЧаЯїЙІТЪгІдкЛњДВдЪаэЕФЙІТЪЗЖЮЇФкЁЃ
2. ЯГЕЖЕЖЦЌЕФбЁдё
a. ЖдгкОЋМгЙЄЁЃзюКУбЁдёЪЙгУбаФЅЕЖЦЌЁЃетжжЕЖЦЌОпгаНЯКУЕФГпДчОЋЖШЃЌвђДЫЯГЯїЪЧЧаЯїШаЕФЖЈЮЛОЋЖШИпЃЌПЩвдЛёЕУНЯКУЕФМгЙЄОЋЖШКЭБэУцДжВкЖШЁЃ
b. ЖдгкДжМгЙЄЃЌзюКУЪЙгУбЙжЦЕЖЦЌЃЌетбљПЩвдНЕЕЭМгЙЄГЩБОЁЃ
бЙжЦЕЖЦЌЕФГпДчОЋЖШКЭЗцРћЖШБШбаФЅЕЖЦЌВюЃЌЕЋбЙжЦЕЖЦЌЕФШаПкЧПЖШИќКУЃЌдкДжМгЙЄЪБПЙГхЛїЃЌФмГаЪмДѓЧаЩюКЭДѓНјИјЁЃ
c. ЗцРћЕФДѓЧАНЧЕЖЦЌПЩгУгкЯГЯїеГадВФСЯЃЈШчВЛатИжЃЉЁЃЭЈЙ§ЗцРћЕЖЦЌЕФЧаЯїзїгУЃЌМѕЩйСЫЕЖЦЌгкЙЄМўВФСЯжЎМфЕФФІВСЃЌЧааМПЩвдИќПьЕиРыПЊЕЖЦЌЧАЖЫЁЃ
3. ЯГЕЖЕЖЬхЕФбЁдё
a. ЪзЯШЃЌдкбЁдёЯГЕЖЪБЃЌБиаыПМТЧГнЪ§ЁЃ
ГнОрЕФДѓаЁНЋОіЖЈЯГЯїЪБЭЌЪБВЮгыЧаЯїЕФЕЖГнЪ§ЃЌгАЯьЧаЯїЕФЦНЛЌЖШКЭЖдЛњДВЧаЯїЫйЖШЕФвЊЧѓЁЃ
ДжГнЯГЕЖЖргУгкДжМгЙЄЃЌвђЮЊЫќОпгаНЯДѓЕФХХаМВлЁЃ
дкЯрЭЌНјИјТЪЯТЃЌДжГнЯГЕЖЕФУПГнЧаЯїдиКЩДѓгкУмГнЯГЕЖЁЃ
b. ОЋЯГЪБЧаЯїЩюЖШЧГЃЌвЛАуЮЊ0.25-0.64mmЃЌЭЦМібЁгУУмГнЯГЕЖЁЃ
c. дкжиаЭДжЯГЯїЙ§ГЬжаЃЌЙ§ДѓЕФЧаЯїСІЛсЕМжТИеадНЯЕЭЕФЛњДВГіЯжВќеёЁЃ
етжжВќеёЛсЕМжТгВжЪКЯН№ЕЖЦЌБРШаЃЌДгЖјЫѕЖЬЕЖОпЪйУќЁЃЪЙгУДжГнЯГЕЖПЩвдНЕЕЭЖдЛњДВЙІТЪЕФвЊЧѓЁЃ
вђДЫЁЃЕБжїжсПзГпДчНЯаЁЃЈШчR8ЁЂ30#ЁЂ40#зЖПзЃЉЪБЃЌПЩгУДжГнЯГЕЖНјаагааЇЯГЯїЁЃ
Нсгя
ЮоТлЪЧдкCNCЯГДВЛЙЪЧдкЦеЭЈЯГДВЩЯбЁдёЯГЕЖЃЌЮвУЧЖМвЊзлКЯПМТЧЯГЯїЕФВФСЯКЭгВЖШЃЌЯГЕЖЕФЙцИёЃЌШчЃКШаГЄЁЂЕЖГЄЁЂШаОЖЁЂБњОЖЕШЁЃИпЫйИжЯГЕЖЭЈГЃЪЪгУгкЦеЭЈЯГДВЃЌЖјCNCЯГДВгХЯШбЁгУгВжЪКЯН№ЕЖОпЁЃ










