1 序言
工业机器人的出现是人类在利用机械进行社会生产史上的一个里程碑,将传统手工作业从繁重的劳动中解放出来实现生产的自动化,避免工伤事故和提高生产效率。制造企业已深刻意识到智能制造是提升核心竞争力的关键,并逐步将智能制造细化到企业的战略举措中。目前已有85%的企业具有智能制造发展愿景,49%的企业制定了智能制造发展规划,28%的企业在战略执行过程中定期开展评测与监控,对智能制造战略进行优化和调整[1]。
铝合金城轨枕梁为厚度18mm的6系铝合金型材。焊接形式为V形坡口对焊,多层多道焊接形式,纵向焊缝长约3000mm、宽30mm、余高3~5mm。焊接完成后进行超声波检测,超声波检测需要将焊接后的焊缝余高去除。由于工件冷却后焊缝硬度较高,难以用手工打磨去除,常规采用手工打磨一条焊缝需要一小时,一件枕梁四条焊缝需要打磨四小时,非常耗时费力,且具有一定的危险性。针对此问题经分析研判,决定采用机器人附挂组合主轴箱方式实现机器人打磨,即在主轴箱内部前面携带面铣刀去除焊缝余高,后面携带打磨片找平,经过实验和不断的完善改进程序,目前基本全部采用机器人打磨,且效果良好,节省了人力,提高了生产效率。
2 设备硬件介绍
2.1 机器人参数
焊缝余高处理工位使用的硬件设备有ABB工业用机器人(型号为IRB 6700-150/3.20),称重能力150kg,手腕扭矩1135Nm,六个旋转轴、重复定位精度RP达0.1mm,轨迹重复定位精度RT达0.15mm。其他各轴旋转范围如图1所示;软件版本:RobotWare Version:6.07.01.00,通信基于DeviceNet通信协议。
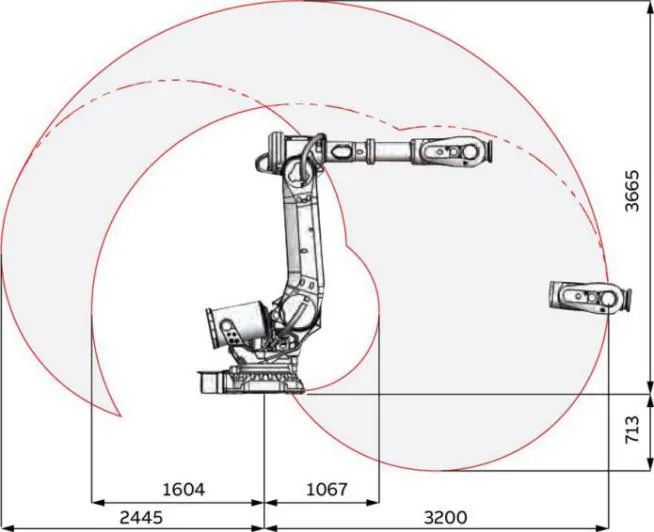
图1 机器人作业范围
2.2 组合主轴箱
外挂主轴箱,通过法兰盘连接与六轴法兰处,主轴箱内部携带两个伺服电机,分别安装铣削焊缝余高用铣刀和铣削后焊缝磨平用打磨片(见图2箭头处),内部还设有压缩空气控制铣刀伸出和缩回,另外压缩空气还有清理铝屑作用,如图2所示结构。

a)机器手磨削工位 b)铣削焊缝余高用铣刀和打磨片
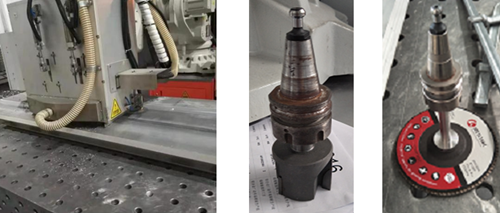
c)压缩空气 d)铣刀 e)打磨片
图2 组合主轴箱组件
2.3 支撑平台
3D打磨平台,用于支撑和固定待加工工件用,尺寸为长3000mm、宽1250mm、高1000mm,平台上均布固定工装用孔,便于安装组合卡具。
3 加工工艺路线
铝合金城轨枕梁焊缝余高磨平主要分五个步骤,即工件入位、工件调平固定、校验机器手程序、焊缝余高清理、质量检测。
3.1 前期准备
首先将待加工的工件用天车吊运至3D平台上(已固定),在平台上用记号笔做好位置标示,保证每次放置误差在±5mm即可,之后用适合的F卡进行卡紧固定,保证铣削过程中工件不会移动损伤刀具和工件,调整好位置后就调动机器人;其次是机器人空运行一次程序,不开铣刀和打磨,校验程序位置和走刀路线是否正确,工件每次放置时高度上会有几毫米误差,每次焊缝余高有3mm左右误差,这个问题是通过安装在主轴箱旁边的激光进行扫描自动调整程序中高度和焊缝位置偏移,如图3圆圈中所示,每条焊缝余高打磨均是铣刀和打磨片同时进行,这样能保证高效率的去除余高。
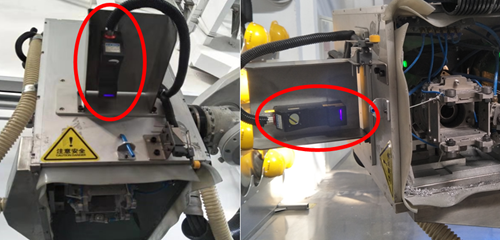
图3 激光扫描仪
3.2 程序编制说明
机器人程序编制使用的机器语言为RAPID语言,有固定的关键字和编程规则,另外最重要的是程序的编制离不开现场操作人员的经验,通过使用程序和工艺过程相结合方式,编制出适合产品加工的程序,操作员必须为工件创建位置信息,考虑到要加工材料的结构,对不同的工件(例如刀具,钻孔机和抛光机)进行机械加工以及所生产零件的几何形状,可以手动计算工作台末端执行器的位置信息。
3.3 输入输出信号
程序编制前需要定义很多IO信号(输入输出)这些信号都是在示教器中设置,在此就不做介绍了,机器人使用何种现场总线,需要根据需要选配,如果使用ABB标准I/O板,就必须有DeviceNet的总线,标准I/O板为DSQC651主要提供八个数字输入信号、八个数字输出信号和两个模拟输出信号的处理[2]。
3.4 硬件间通信
程序编制前需要对机器人的臂展范围,铣削速度,铣削深度进行计算,建立工件坐标系,确定机器人安全位置,定义好使用的变量和常量,组合主轴箱及附件扫描仪和机器人通信通过设备自带DeviceNet通信协议进行实时在线修正;使用增强型扫描仪来扫描几何形状来替代直接路径形成[3];建立一个主程序main,将程序主框架搭建好,中间程序部分都是编制子程序,通过调用子程序来完成相应的功能,附带的组合主轴箱需要在使用前在示教器中进行负载配置,建立工具坐标系,至此前期工作准备完毕,所有程序的移动位置点均是示教方式编写。
3.5 机器人加工效果
通过与机器人厂家人员的配合指导,在前期的实验阶段,通过对多个枕梁部件的打磨效果分析,找出变化规律,对设备、程序参数不断修改完善,打磨一条焊缝仅需要10min就可以完成,整个工件40min即可完工,相比手工作业提升6倍效率,目前基本上形成了一套完整的程序。
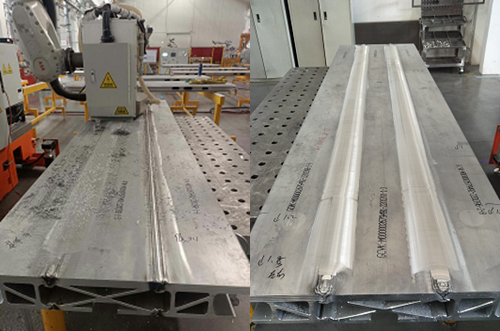
a)枕梁打磨前 b)枕梁打磨后
图4 加工完枕梁效果
图4是机器人打磨的过程中和打磨完成后的效果,由于主轴箱四面加有防护装置,并且在加工过程中一直有冷却水作用于刀体,所以加工出的铝屑和粉尘不会飘散至空气中,不会造成周围环境的污染,这也是其优点。从图4中可以看出,两边焊缝打磨彻底,未残留余高,焊缝外观均匀美观,只是单边的起刀点部位没有处理,此处需要人工进行清理,因为此处激光扫描不到,导致机器人无法跟踪路线,这样就直接可以至下道工序进行RT检测,提高了效率并大大节省了作业时间和降低劳动强度,提高安全性。
4 结束语
采用机器人去除枕梁焊缝余高,其创新点是将机器人的灵活性和便捷性与特殊的装置进行组合,将加工装备巧妙地安装到机器人上,充分利用了机器人的优势,大大节约了机加工设备的加工成本,在作业形式上更加便捷高效,对加工工件类型范围更广,程序编制更简单有效。
唯一的难点就是需要对操作者和程序编制人员要求较高,需要了解机器人知识和机加工相关知识。
对于工装要求相对较低,起到支撑和固定功能即可,这样的操作模式不仅仅应用于此类产品,未来可延伸至其他领域的表面处理工艺中。










